Home
Home | About Us | Advantages | Blogs | Contact Us
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
 English
EnglishViews: 0 Author: Judy Chen Publish Time: 2026-04-13 Origin: Site








Complete technical guide to raw materials used in modern sanitary napkins — structure, composition, specifications, and procurement criteria for manufacturers
Sanitary napkins consist of 3 core material layers plus auxiliary components. Below is a breakdown of each layer and its typical material composition:
Auxiliary materials: Hot melt adhesive (construction & elastic), silicone release paper, easy tape (disposal strip), leak guard non-woven, functional chips (anion/ herbal), individual wrap film.
Sanitary napkin raw materials determine every critical performance metric — absorption speed, retention capacity, surface dryness, breathability, and skin safety. For manufacturers, material selection directly impacts production cost, product positioning, and regulatory compliance.
Market Context: According to IMARC Group, the global sanitary napkin market reached USD 28.9 billion in 2025 and is projected to grow at 3.18% CAGR through 2033. Southeast Asia, Africa, and Latin America represent the fastest-growing regions for local manufacturing.
This guide is written for hygiene product manufacturers, procurement managers, and quality control professionals who need practical, specification-level information for material sourcing decisions. All data reflects industry standards and real-world production parameters based on over a decade of consulting experience in hygiene product manufacturing.
Sanitary napkins are classified as medical-grade or personal care products in most jurisdictions. In the United States, they are regulated as Class I medical devices by the FDA (generally exempt from 510(k) premarket notification). Raw materials must meet the following standards before entering production:
Testing Tip: Always request a Certificate of Analysis (CoA) from your material supplier for every batch. Reputable SAP suppliers (Sumitomo, BASF, Nippon Shokubai) provide detailed specs including residual monomer content, which should be < 300 ppm for hygiene applications.
All sanitary napkins share a three-layer architecture. The material choice for each layer determines the product's cost tier and performance profile:
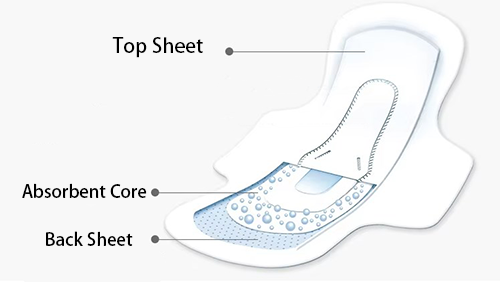
Direct skin contact layer. Must provide rapid liquid acquisition while maintaining surface dryness.
The functional heart of the pad. Core design determines total absorption capacity, liquid retention under pressure, and anti-rewet performance.
Protective barrier preventing leakage onto clothing. Modern back sheets balance waterproofing with breathability to reduce humidity.
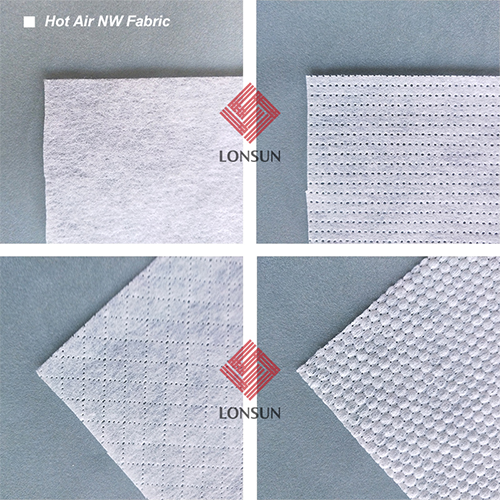
Top sheet selection is the most visible material decision — it directly affects consumer perception of softness, dryness, and overall quality. Below are the four main categories used in production:
The industry standard for premium and mid-tier sanitary napkins. HAT fabric is produced by thermally bonding synthetic fibers using hot air circulation, creating a fluffy, three-dimensional structure.
Typical Specifications:
Manufacturing note: The hydrophilic treatment (typically surfactant coating) degrades over time. Material should be used within 3-6 months of production to maintain optimal performance; 6-9 months is the absolute maximum under ideal storage conditions.
Produced by entangling fibers with high-pressure water jets, spunlace fabric offers superior softness and a textile-like feel. Common for cotton-feel and premium positioning products.
Typical Specifications:
Cost factor: Spunlace is 30-50% more expensive than HAT. Best suited for products retailing above $0.15/unit in emerging markets or premium lines in developed markets.
Made by extruding and drawing thermoplastic polymers (typically PP) into continuous filaments, then bonding them thermally or mechanically. Used in economy products or as a composite layer.
Typical Specifications:
Used primarily in ultra-thin and high-absorption products. The perforated structure allows rapid liquid passage while maintaining a dry surface.
Typical Specifications:
Consumer perception: Some users perceive PE film as "plastic-like" and less comfortable than non-woven. However, it offers the best surface dryness performance.

Cotton
100% natural, hypoallergenic, ideal for sensitive skin positioning. Absorption speed is slower than synthetic non-woven, requiring higher SAP content in the core to compensate. Premium positioning only — raw cotton topsheet adds $0.02-0.03/unit to material cost.

Bamboo Fiber
Natural antibacterial properties (bamboo kun), breathable, biodegradable. Often blended with cotton or viscose (typically 30-70% bamboo content claimed). Note: True bamboo fiber is rayon/viscose chemically processed from bamboo pulp — marketing claims should distinguish from mechanically processed bamboo linen.

The absorbent core is where technical differentiation happens. Core design involves balancing absorption capacity, retention under pressure, core stability (preventing SAP migration), and cost. Below is a detailed breakdown of each component:
Fluff pulp provides the structural matrix that holds SAP particles and wicks liquid throughout the core. It is typically bleached softwood Kraft pulp.
Industry Specifications:
Major global suppliers: Weyerhaeuser (USA), Georgia-Pacific (USA), Domtar (Canada), Suzano (Brazil), Arauco (Chile). Lead times from North American suppliers are currently 8-12 weeks.

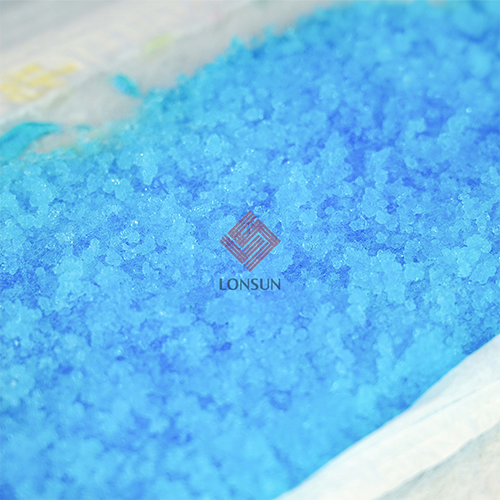
SAP is the performance driver of modern sanitary napkins. Sodium polyacrylate SAP can absorb hundreds of times its weight in deionized water and retains liquid under pressure.
Technical Specifications:
Important distinction: The commonly cited "300-800x absorption" refers to deionized water in laboratory conditions. In real-world use with saline bodily fluids and under pressure, effective absorption is 30-60x (CRC/AUL metrics). Always specify test conditions when comparing SAP grades.
Usage quantities by product type:
| Product Type | SAP Content | Fluff Pulp Content | Core Characteristics |
|---|---|---|---|
| Pantyliner | 0.2-0.5g | 1-2g | Minimal core, pulp-dominant |
| Regular day-use (standard) | 0.5-0.8g | 3-5g | Balanced pulp/SAP ratio (~70:30) |
| Overnight / maxi | 1.2-2.0g | 4-6g | High absorption, moderate SAP ratio |
| Ultra-thin / ultra-slim | 2.0-3.0g | 0.5-2g | SAP-dominant, minimal pulp |
Leading suppliers: Sumitomo Seika (Japan), BASF (Germany), Nippon Shokubai (Japan), Evonik (Germany), LG Chem (Korea), and major Chinese producers. Japanese SAP commands a 15-20% price premium but offers superior gel strength and lower residual monomer.
Airlaid paper wraps the absorbent core, preventing SAP dusting and providing structural integrity. It is made from fluff pulp and binder fibers (synthetic or bicomponent) air-laid and thermally bonded.
Specifications:
Some manufacturers use SAP sheet (airlaid paper pre-mixed with SAP) to simplify production and improve core uniformity. SAP sheet typically contains 20-40% SAP by weight.

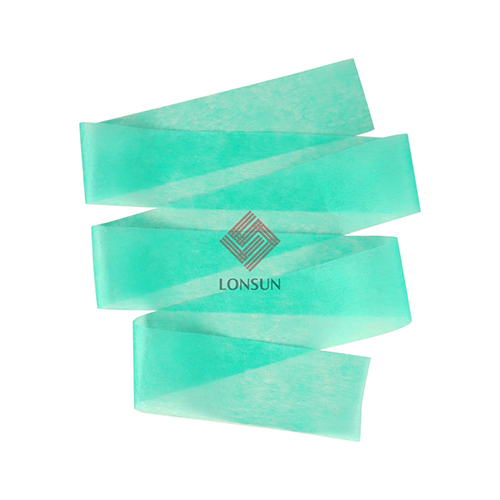
The ADL is a sub-layer between the top sheet and absorbent core that rapidly acquires liquid and distributes it longitudinally across the core, preventing localized saturation.
Specifications:
ADL is essential for products over 240 mm length. Without ADL, liquid pools in the center, causing leakage and rewet. For ultra-thin products, ADL can be integrated into the top sheet via specialized bonding patterns.
The back sheet must prevent liquid strike-through while allowing water vapor escape. This balance is measured by Water Vapor Transmission Rate (WVTR).
Cast or blown polyethylene film, the most economical option. Used in economy and mid-tier products.

Microporous PE film created via calcium carbonate filler extraction or stretching. Allows vapor transmission while blocking liquid.

Laminated structure combining breathable PE film with a soft non-woven outer layer. Provides the best balance of protection, breathability, and textile-like feel.
These components are essential for product assembly, packaging, and user experience but often receive less attention during material selection:
Used for bonding all layers, attaching wings, and securing the core. Two types are common:
Consumption: 0.5-0.9g per pad depending on construction complexity (structure adhesive + panty adhesive combined).

Silicone-coated paper or film that protects the position adhesive on the back sheet. Must release cleanly without fiber tear.

Facilitates hygienic wrapping and disposal of used pads. Typically printed with usage instructions or branding.

Leak guards: Hydrophobic non-woven barriers along pad edges, typically 15-25 gsm SMS or SMMS structure.
Functional chips: Anion chips, herbal extracts, or graphene chips positioned in the core center. These are marketing differentiators with limited clinical evidence. If used, ensure all health claims comply with local regulations (e.g., FDA prohibits antimicrobial claims without approval; EU BPR requires approved active substances for biocidal claims).
Understanding material cost structure is essential for product positioning and margin management. Below is a representative cost breakdown for a 240 mm ultra-thin day-use sanitary napkin based on actual production BOM data (FOB China, indicative pricing):
Disclaimer: Prices are indicative estimates based on market conditions and subject to raw material commodity fluctuations. Always request current quotations from suppliers for accurate budgeting.
| Material Component | Unit | Qty/Pad | Unit Price (USD) | Cost/Pad (USD) | % of Material Cost |
|---|---|---|---|---|---|
| Hot air-through non-woven (top sheet) | kg | 0.0012 | 3.00 – 4.50 | 0.0036 – 0.0054 | 14% – 15% |
| ADL (acquisition distribution layer) | kg | 0.0003 | 3.00 – 4.50 | 0.0009 – 0.0014 | 4% |
| Fluff pulp | kg | 0.0010 | 0.90 – 1.40 | 0.0009 – 0.0014 | 4% |
| SAP (premium grade) | kg | 0.0028 | 2.20 – 3.20 | 0.0062 – 0.0090 | 25% – 26% |
| Airlaid paper (core wrap) | kg | 0.0016 | 2.50 – 3.50 | 0.0040 – 0.0056 | 15% – 16% |
| Breathable PE film (back sheet) | kg | 0.0011 | 2.20 – 3.20 | 0.0024 – 0.0035 | 9% – 10% |
| Wing non-woven + elastic rubber band | kg | 0.0005 | 3.50 – 5.00 | 0.0018 – 0.0025 | 7% |
| Hot melt adhesive (structure + panty glue) | kg | 0.0007 | 2.50 – 3.50 | 0.0018 – 0.0025 | 7% |
| Release paper (center + wing liner) | kg | 0.0006 | 1.00 – 1.60 | 0.0006 – 0.0010 | 2% – 3% |
| Individual wrap printed PE film | kg | 0.0003 | 2.50 – 3.80 | 0.0008 – 0.0011 | 3% |
| Easy tape (disposal sticker) | kg | 0.00008 | 2.80 – 4.00 | 0.0002 – 0.0003 | 1% |
| Outer pack bag + master carton (allocated) | ea | 0.003 | — | 0.0020 – 0.0030 | 8% |
| Total Raw Material Cost | 0.0252 – 0.0372 | 100% | |||
Note on product type: The BOM above reflects an ultra-thin 240 mm day-use product with SAP-dominant core (2.8g SAP, 1.0g fluff pulp). Standard-thickness day-use products typically use less SAP (0.5-0.8g) and more fluff pulp (3-5g), resulting in a different cost structure where pulp accounts for a larger share and SAP for a smaller share of total material cost.
Key Insight: In this ultra-thin formulation, SAP is the single largest cost driver at 25-26% of material cost, followed by the top sheet and airlaid paper. This is characteristic of SAP-dominant ultra-thin designs. For standard-thickness products with higher fluff pulp content, the cost distribution shifts toward pulp and non-woven materials.
| Material | Performance | Cost Level | Best Application | Key Trade-off |
|---|---|---|---|---|
| Hot Air-Through Non-woven | ★★★★☆ Soft, fast absorption | Medium | Standard to premium day-use | Cost vs. softness balance |
| Spunlace (Cotton) | ★★★★★ Softest, natural feel | High | Premium, sensitive skin | High cost, slower absorption |
| Spunbond Non-woven | ★★★☆☆ Functional, less soft | Low | Economy products | Harsh feel, limited comfort |
| Perforated PE Film | ★★★★☆ Driest surface | Low-Medium | Ultra-thin, high-absorption | "Plastic" feel vs. dryness |
| Premium SAP (Japanese) | ★★★★★ Highest retention | High | Overnight, heavy flow | 15-20% cost premium |
| Standard SAP (Chinese) | ★★★★☆ Good retention | Medium | Day-use, standard products | AUL slightly lower |
| Breathable PE Film | ★★★★☆ Waterproof + breathable | Medium-High | Mid-tier to premium | 40-60% premium over standard PE |
| PE/Non-woven Composite | ★★★★★ Best comfort + protection | High | Premium positioning | Highest back sheet cost |
Sustainability is no longer a niche concern. In the EU, the Single-Use Plastics Directive (SUPD) already mandates labeling requirements for sanitary products containing plastics. Similar regulations are emerging in Southeast Asia and Latin America.
Reality Check: Fully biodegradable sanitary napkins currently cost 3-5x more than conventional products. The primary market is eco-conscious consumers in Western Europe and urban areas of developed Asian markets. For most manufacturers, a "partially sustainable" approach (e.g., organic cotton top sheet + conventional core) offers the best balance of marketability and cost.
Use this framework to configure materials based on your target market and retail price point:
Based on years of consulting with hygiene product manufacturers, these are the most frequent misconceptions we encounter:
Sanitary napkin raw material selection is a multi-variable optimization problem. The right configuration depends on your target market's purchasing power, climate conditions, distribution channel, and competitive positioning.
Key takeaways for manufacturers:
References:








